The antique oil is a good finish with a pretty fast drying time. Which is why I think a lot folks use it for that reason. That doesn’t mean I think you should rush out and get some. The Watco danish oil is just fine. I have used both and like them on an equal standing.Thanks everyone. I put some watco danish oil on it last night and it is looking nice. I don't want to touch it right now to stage a photo but I will post one eventually.
I have heard that Larry Williams uses minwax antique oil, I wonder what the benefits of it are.
I haven't finished my other planes, and I feel like I have to either be careful about leaving dirty fingerprints on them or just give up on the cosmetics altogether. This is going to be a test to see how oil and wax holds up.

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Rabbet plane build (COMPLETE)
- Thread starter Scott H
- Start date
The current thing I'm beating my head against is that the iron can be shifted laterally a little bit with firm finger pressure, if you press near the cutting end, even with the wedge as tight as it can be. I am not sure if it just needs tuning or what. I will have to think about it carefully. To get it as solid as it can be I have to really tap in the wedge hard and then you have to tap out the iron equally hard to get it to release, and even that is really not quite enough.
Rabbet planes are kind of at a real disadvantage because the wedge doesn't reach close to the cutting edge, and also the breast of the mortise is even farther away, so there is not a lot of force being transmitted from the body through the wedge to the blade near the cutting edge. Also, the tip of a wooden wedge is not particularly rigid, especially a more delicate wedge shape like mine, so the ability for it to transmit much force at the tip seems limited.
I wonder if there is some design detail I missed or if this is just going to be a case of chasing down high spots to move the strongest contact closer to the mouth. At least at one point, I had it so I couldn't get a 0.0015" feeler between the blade and the bed near the mouth, but I still had the same issue. I tried roughing up the mating surfaces on the iron and wedge with sandpaper since they were planed/polished but it did not seem to help much. Kind of feels like the problem is the most force is applied somewhere inside the wedge mortise so the iron can "pivot" with the pivot point inside the wedge mortise somewhere.
Haven't really read much about this problem in any literature, if anyone has any thoughts let me know.
I guess the other possibility is they're just all like this? Seems unlikely. It occurred to me you could avoid this problem by just making the iron tang the same size as the wedge mortise within a couple thou but then you have a separate problem -- which is if the plane body shrinks it's going to death grip the iron and probably crack around it.
Rabbet planes are kind of at a real disadvantage because the wedge doesn't reach close to the cutting edge, and also the breast of the mortise is even farther away, so there is not a lot of force being transmitted from the body through the wedge to the blade near the cutting edge. Also, the tip of a wooden wedge is not particularly rigid, especially a more delicate wedge shape like mine, so the ability for it to transmit much force at the tip seems limited.
I wonder if there is some design detail I missed or if this is just going to be a case of chasing down high spots to move the strongest contact closer to the mouth. At least at one point, I had it so I couldn't get a 0.0015" feeler between the blade and the bed near the mouth, but I still had the same issue. I tried roughing up the mating surfaces on the iron and wedge with sandpaper since they were planed/polished but it did not seem to help much. Kind of feels like the problem is the most force is applied somewhere inside the wedge mortise so the iron can "pivot" with the pivot point inside the wedge mortise somewhere.
Haven't really read much about this problem in any literature, if anyone has any thoughts let me know.
I guess the other possibility is they're just all like this? Seems unlikely. It occurred to me you could avoid this problem by just making the iron tang the same size as the wedge mortise within a couple thou but then you have a separate problem -- which is if the plane body shrinks it's going to death grip the iron and probably crack around it.
There's an old saying about one clamp is merely a pivot. It could be that there's a hump or high place somewhere.
A very slight hollowing out may be the solution as shown below in a very exaggerated red line

A very slight hollowing out may be the solution as shown below in a very exaggerated red line
It stands to reason... The weird thing is there should already be a slight hollow in those places, but maybe I need to exaggerate them more, or perhaps the iron is not truly straight tapered and is thicker than it ought to be in the middle somewhere.
Thank you for the sanity check though, I know if I start tweaking things without really analyzing it is easy to run away with it and end up removing material I'd wished I hadn't...
Thank you for the sanity check though, I know if I start tweaking things without really analyzing it is easy to run away with it and end up removing material I'd wished I hadn't...
Took thickness measurements of the iron every 1/2" starting 1/2" from the bevel until it gets out of the mortise area. It looks like maybe there is a hump in the iron. This is using a $25 digital caliper that's 10+ years old so I don't know how much I trust it but it is in the right spot, but extremely tiny (0.001".)
Attachments
Check the bedding of the iron. In his video Larry Williams uses a black dry-erase marker to coat the bed side of the iron. Once it's installed and lightly wedged this way, drive it out. This will cause the black marker to be left on the high spots of the bed and remain on the iron at the low spots. You'll know where to float a bit more. It may take 2-3 iterations of this process before you get to the point where the black is being removed evenly.
Took thickness measurements of the iron every 1/2" starting 1/2" from the bevel until it gets out of the mortise area. It looks like maybe there is a hump in the iron. This is using a $25 digital caliper that's 10+ years old so I don't know how much I trust it but it is in the right spot, but extremely tiny (0.001".)
I agree. .001" is virtually insignificant. I'm quite impressed with the accuracy of that taper. .010" might be a problem in the taper, but not .001".
The solution is likely to be elsewhere.
I've got two Stanley #92 rabbet planes (one for backup in case I drop one) and I'm still considering making one of those planes. This is a very inspiring thread. Capable and practiced craftsmen always make the work look easy.
Check the bedding of the iron. In his video Larry Williams uses a black dry-erase marker to coat the bed side of the iron. Once it's installed and lightly wedged this way, drive it out. This will cause the black marker to be left on the high spots of the bed and remain on the iron at the low spots. You'll know where to float a bit more. It may take 2-3 iterations of this process before you get to the point where the black is being removed evenly.
I think part of what has me frustrated is I did probably 10 or 15 or more iterations of this a few days ago, and could never get it to totally fix this problem, so I ended up stopping because I knew I was chasing my own tail. I did think I had gotten it to where I had pretty good contact with the exposed part of the bed where the wider part of the iron was, especially near the mouth, but I guess not well enough. I think I need to give it some time and come back to it fresh.
I've got two Stanley #92 rabbet planes (one for backup in case I drop one) and I'm still considering making one of those planes.
I have a "newer" (bought new like 3 years ago instead of vintage) #92 and the blade is exactly the width of the body, so I think I got started on this thinking I could make one that I wouldn't have to keep switching which side the blade protrudes a hair on as I was fine tuning a rabbet. I am realizing that may be trickier than I originally thought but it is possible. I am also hoping the larger size and height will make it easier to keep it vertical.
Attachments

It is that exact point that makes the idea of the wooden body rabbet plane seem so interesting to me.I am also hoping the larger size and height will make it easier to keep it vertical.
Some encouraging progress. I have had no luck testing with shims, but today I tried far, far more shimming than I thought should be necessary near the mouth. This is 3 layers of blue tape on the mouth plus another half-strip to account for some possible twist. That should be in the ballpark of 0.011-0.015 of shimming. The improvement in iron grip is substantial and probably sufficient for use. It also works with thicker shimming. You still have to set the wedge pretty firmly but it holds better than anything else so far. Now I know for a fact that I don't have a hump this big anywhere on any of these mating surfaces, or a wedge angle off by that much, but it makes a huge difference.
I think maybe I have been thinking about all this wrong. I was thinking if I made perfect, clean surfaces that fit together very closely and had subtle high spots (a few thou) in favorable areas, it ought to work. I was rejecting the possibility that the high spots might need to be much larger than that.
That strategy had worked OK for the few bench-type planes I've made, but in this case we have a very small and delicate wedge and a thinner, less rigid blade (the tang is only ~0.200" x ~0.100" cross section and will be unhardened) and far less contact area overall, plus a significant distance from the wedge tip to cutting edge, and then wedge tip to abutment/breast. In addition to that you have significant lateral forces from the way the plane is used. I think this is a totally different ball game.
I think what you actually want here is to aim for elastic deformation of the wedge and/or blade in order to develop the spring force necessary to hold the iron in place laterally. I'm not a mechanical engineer, but I remember that for a simple spring the force of the spring is proportional to the displacement. And I know that the force of static friction is proportional to the normal force (which in this case is coming from the wedge action and the spring action.) More deformation (displacement), more static friction than you could get from the wedge alone. The tip of the wedge may be bendy and delicate, but once you preload it it can exert a lot more force!
I am staring at some pictures of metal rabbet planes and wondering how it took me this long to realize the high spot near the mouth might need to be exaggerated. If you look at this photo of a Stanley #39 (not mine) that has a fully-hardened machined steel blade and a cast iron body and a metal wedge, a much wider blade and a much wider wedge, you can see they put a land that appears to be at about 1/32" thick near the cutting edge. I measured my Millers Falls rabbet plane and it also has a land of about 1/32". Compare this to a metal bench plane whose frog is machined or lapped flat. You might argue that this helps them cut the cost of machining the entire bed or producing truly flat blades but I'm not totally convinced. Even the Veritas jack rabbet plane and skew rabbet planes have this feature, as do metal shoulder planes. Block planes have this feature too. I think it shows up on a lot of planes that don't have the luxury of a huge bed/blade contact area. The cap irons also have significant reliefs.
The other thing I am realizing is it is probably not a fair test to try to move the iron left, then right, then left, then right, etc. as that is not a pattern of force it would encounter in real use. Most likely the wedge will eventually loosen if you wiggle the blade laterally enough no matter how tight it is. (No matter how you adjust a plane you always have to tap the wedge, after all.) If you can't move it in one direction immediately after setting the wedge that should be sufficient.
I think maybe I have been thinking about all this wrong. I was thinking if I made perfect, clean surfaces that fit together very closely and had subtle high spots (a few thou) in favorable areas, it ought to work. I was rejecting the possibility that the high spots might need to be much larger than that.
That strategy had worked OK for the few bench-type planes I've made, but in this case we have a very small and delicate wedge and a thinner, less rigid blade (the tang is only ~0.200" x ~0.100" cross section and will be unhardened) and far less contact area overall, plus a significant distance from the wedge tip to cutting edge, and then wedge tip to abutment/breast. In addition to that you have significant lateral forces from the way the plane is used. I think this is a totally different ball game.
I think what you actually want here is to aim for elastic deformation of the wedge and/or blade in order to develop the spring force necessary to hold the iron in place laterally. I'm not a mechanical engineer, but I remember that for a simple spring the force of the spring is proportional to the displacement. And I know that the force of static friction is proportional to the normal force (which in this case is coming from the wedge action and the spring action.) More deformation (displacement), more static friction than you could get from the wedge alone. The tip of the wedge may be bendy and delicate, but once you preload it it can exert a lot more force!
I am staring at some pictures of metal rabbet planes and wondering how it took me this long to realize the high spot near the mouth might need to be exaggerated. If you look at this photo of a Stanley #39 (not mine) that has a fully-hardened machined steel blade and a cast iron body and a metal wedge, a much wider blade and a much wider wedge, you can see they put a land that appears to be at about 1/32" thick near the cutting edge. I measured my Millers Falls rabbet plane and it also has a land of about 1/32". Compare this to a metal bench plane whose frog is machined or lapped flat. You might argue that this helps them cut the cost of machining the entire bed or producing truly flat blades but I'm not totally convinced. Even the Veritas jack rabbet plane and skew rabbet planes have this feature, as do metal shoulder planes. Block planes have this feature too. I think it shows up on a lot of planes that don't have the luxury of a huge bed/blade contact area. The cap irons also have significant reliefs.
The other thing I am realizing is it is probably not a fair test to try to move the iron left, then right, then left, then right, etc. as that is not a pattern of force it would encounter in real use. Most likely the wedge will eventually loosen if you wiggle the blade laterally enough no matter how tight it is. (No matter how you adjust a plane you always have to tap the wedge, after all.) If you can't move it in one direction immediately after setting the wedge that should be sufficient.
Attachments



Last edited:
I also have noticed the iron tang was slightly bent out of flat, in a way that would have caused more contact in the center of the bed, but bending it back to flat or counter-bending it in the opposite direction does not seem to improve it much beyond what this one well placed tape shim does. Some bending seems inevitable, especially the part of the tang that protrudes past the wedge mortise. I think that in practice much of the bend is being flattened by the wedge. Not sure that having a hardened steel tang would help much because IIRC the elastic modulus of steel does not change with hardening, only the yield strength, and the part that matters seems to be being elastically bent inside the mortise.
Still a little mystified as to why other wooden rabbet planes appear to work OK with a flat bed. I guess I have to get my hands on a well-functioning one to analyze and compare.
Still a little mystified as to why other wooden rabbet planes appear to work OK with a flat bed. I guess I have to get my hands on a well-functioning one to analyze and compare.
Fiddled around with it today, roughed up the bed and wedge with some 220, which helped a little. I then found that if I just put a little slip of 2000 grit wet-or-dry sandpaper (abrasive facing the blade, nonabrasive side on the bed) near the mouth then the thing is solid as a rock.
It is really unobtrusive and mostly sticks to the bed anyway even when you take the blade out, so I'm going to just stop fiddling here. Working theory is the freshly polished blade may just be too slick to develop sufficient friction against the wood. Doesn't do that if you just use a paper shim.
I got a faint dark fingerprint mark on the plane today and reapplying wax rubbed it right off. Happy with the decision to wax the sides of the plane so far.
It is really unobtrusive and mostly sticks to the bed anyway even when you take the blade out, so I'm going to just stop fiddling here. Working theory is the freshly polished blade may just be too slick to develop sufficient friction against the wood. Doesn't do that if you just use a paper shim.
I got a faint dark fingerprint mark on the plane today and reapplying wax rubbed it right off. Happy with the decision to wax the sides of the plane so far.
As some of you may have read I have had some struggles getting irons correctly hard out of the quench. They should be hard as a file, ~65 HRC, but I was able to file many of them too easily after quenching. Today I tried 4 different small sample pieces of steel and they all are testing at full hardness after rubbing off some decarb on coarse stones. (I have not tempered them yet but I am pretty sure I have my temper process nailed down well.)
Equipment/Materials:
Credit where credit is due, the advice to heat hotter than before, and also to dip the blades in ice water for a few minutes and wait ~30 min before testing to ensure the crystal structure changes are complete came from David W on YouTube: https://www.youtube.com/channel/UCswplWFmxpdxvepK7zDpcow
He put out some videos about heat treating DIY plane irons recently and was kind enough to respond to my questions.
Equipment/Materials:
- O1 tool steel from McMaster (some had been hardened+tempered before, some were annealed). Samples had bevels with varying bluntness ground on them, none were actually sharp.
- Simple hearth made of 3 insulating fire bricks (basically 2 walls and a "floor")
- TS-8000 torch head + 14oz propane cylinder, held in place with some bricks, pointed at the middle of the back 'wall'
- Outside in the dark w/ artificial lighting
- 1 gallon of vegetable oil (I think soybean oil) as quenchant, heated to ~130 F using a hot plate
- A small can of ice water
- PPE (leather gloves, safety glasses, face shield, fire extinguisher, natural fiber clothing, etc. etc.)
- Intentionally heated samples well past nonmagnetic instead of dunking as soon as they hit nonmagnetic -- I tried a whole gradient and they all turned out hard. I would say they were all well into the "orange" range. One of them I even heated until it "sweat" or "opened" like in this video from Larry Williams.
- Torch pointed directly at the face of the sample I want to be hardest (this would be the 'back' of the iron that makes up 1 of the 2 faces of the bevel.) Did not rotate much. (Not caring about getting warping for now)
- Quenched in oil and counted ~10 seconds while agitating in a circle. (Again not caring about getting warping for now)
- Pulled out, wiped off, dipped in ice water while I did the rest of the blades
Credit where credit is due, the advice to heat hotter than before, and also to dip the blades in ice water for a few minutes and wait ~30 min before testing to ensure the crystal structure changes are complete came from David W on YouTube: https://www.youtube.com/channel/UCswplWFmxpdxvepK7zDpcow
He put out some videos about heat treating DIY plane irons recently and was kind enough to respond to my questions.
Last edited:
@creasman I haven't done the rabbet plane itself blade quite yet, I did four other small pieces of steel to dial in the process before trying the real blade, but I think I can probably do it soon.
Tempering wise I have an inexpensive toaster oven I got specifically for tempering that I have characterized pretty well. The temperature control dial is pretty inaccurate, so I had to kind of figure out what the dial really does in terms of temperature using an oven thermometer. The temperature swings from the cycling are not too bad if you do this:
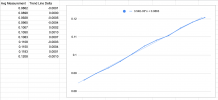
I hooked up a thermocouple to it once and took a chart of the temperature deviations doing this method and it was pretty darn even. I don't have the charts handy right now but I can dig them up or make some new ones.
Tempering wise I have an inexpensive toaster oven I got specifically for tempering that I have characterized pretty well. The temperature control dial is pretty inaccurate, so I had to kind of figure out what the dial really does in terms of temperature using an oven thermometer. The temperature swings from the cycling are not too bad if you do this:
- Let the oven preheat before putting in the piece
- Lay your workpiece on a larger piece of metal
- Wrap them both in a few layers of tinfoil
I hooked up a thermocouple to it once and took a chart of the temperature deviations doing this method and it was pretty darn even. I don't have the charts handy right now but I can dig them up or make some new ones.
Attached a photo of the results of the first temper pass in the toaster oven. Put it in for 2.5 hours first time (2hrs for the actual temper, 0.5 hours for just giving it time to come up to temp.) Actual tempering temperature was about 385-390 F based on the thermometer. There is a straw colored hue to the parts that were bare before.
One thing to note is that that based on my experience + reading, the oxide will grow somewhat thicker with time at tempering temps, although slowly, so even if your oven hits 400 F dead on you will probably get a darker oxide color than you would if you were aiming for the same rockwell hardness with a torch, because it's holding that temp for much much longer. For me, after two 2-hour cycles at 400 F it will turn a dark gold color, approaching brown. That would be over cooked if you were trying to just temper with a torch I think. One of the recurring themes is that all of the advice isn't exactly transferable between blacksmithing techniques and industrial techniques.
Anyway, the 65 HRC files now cut into these and the 60 HRC files still don't, they're close but not quite. 55 HRC files completely glide. This is the best result I have gotten so far regarding hardness, really happy with it.
One more 2 hour temper cycle and then I will grind and sharpen and make sure the edges are passable. Really at this point the only thing I could have messed up is growing the grain too much; 3 out of 4 of these were already hardened and tempered before so they could be a little cooked. If they sharpen up decently enough then I think I can do a real blade...
One thing to note is that that based on my experience + reading, the oxide will grow somewhat thicker with time at tempering temps, although slowly, so even if your oven hits 400 F dead on you will probably get a darker oxide color than you would if you were aiming for the same rockwell hardness with a torch, because it's holding that temp for much much longer. For me, after two 2-hour cycles at 400 F it will turn a dark gold color, approaching brown. That would be over cooked if you were trying to just temper with a torch I think. One of the recurring themes is that all of the advice isn't exactly transferable between blacksmithing techniques and industrial techniques.
Anyway, the 65 HRC files now cut into these and the 60 HRC files still don't, they're close but not quite. 55 HRC files completely glide. This is the best result I have gotten so far regarding hardness, really happy with it.
One more 2 hour temper cycle and then I will grind and sharpen and make sure the edges are passable. Really at this point the only thing I could have messed up is growing the grain too much; 3 out of 4 of these were already hardened and tempered before so they could be a little cooked. If they sharpen up decently enough then I think I can do a real blade...
Attachments

2nd temper pass done on the samples, same time and temperature. I sharpened 3 of the samples and they all take an edge that can shave arm hair, and don't seem to dull super fast or get edge failure from paring hardwood end grain. Beyond that, it's hard to tell these are different from other tools I have, without contriving some kind of scientific test. I am sure industrially hardened tools would measure better quantitatively somehow but I am more than happy with these results.
Time to do all this on the real rabbet plane blade next.
In case it helps anyone else...
More actual woodworking and plane building soon.
Time to do all this on the real rabbet plane blade next.
In case it helps anyone else...
- I was worried about decarburization, thinking I might have to stone the back of the blade for hours to get through to good steel... I pointed the torch directly at the backs of these blades the entire time and it only took some light stoning with coarse stones to get through it. Total non issue. It's there but it's micro thin. You would do more stoning flattening a new tool.
- I was worried a failed first heat treat would mean I'd have to do some normalizing or annealing process before trying again... 3 of these parts had come out too soft before (~45-55 HRC) and I just did the heat + quench process again and they are fine.
- I was worried about overheating the parts before the quench and getting grain growth that made them useless... Again I pointed the torch straight at the back of these blades, heated different amounts, one of them I intentionally overheated even to the point that you see "flux"/sweating, way hotter than the O1 instructions say it should be. They all seem fine still.
More actual woodworking and plane building soon.
Attachments


Half a year later... I finally actually hardened and sharpened the blade.
There are some minor tweaks I might make, like the sole could be a couple thou flatter and it chokes a little easily if you don't stay on top of it, but I am pretty happy with this build.
3/4" unskewed rabbet plane bedded at 55 degrees. Quartersawn hard maple body and wedge, O1 tool steel blade I made and heat treated myself.
I followed Caleb James's rabbet plane plans, I think if I was to build another I would use a lower blade angle and probably make the wedge tip wider, since such a delicate point is very flexible and does not provide much downward pressure on the blade -- I had to cheat and there is a double-sided piece of 1000 or 2000 grit sandpaper underneath the blade that helps keep it in place. A thicker blade might help too to keep it from wanting to bend under wedge pressure, which I think was counteracting my attempts to keep a contact point on the bed right near the cutting edge. I am not sure the mouth design resists choking super well and I may modify it. But once it is set up right and if you keep the mouth clear it cuts very nice rabbets.
My other thought is it would be nice if the iron was closer in size to the size of the plane body so that I didn't have to readjust it to cut on the left vs the right side -- it protrudes much too much on the "off" side to use without digging into the rabbet wall -- but that is a delicate situation to maintain, and the blade geometry is very good right now otherwise so I am going to leave it alone.
There are some minor tweaks I might make, like the sole could be a couple thou flatter and it chokes a little easily if you don't stay on top of it, but I am pretty happy with this build.
3/4" unskewed rabbet plane bedded at 55 degrees. Quartersawn hard maple body and wedge, O1 tool steel blade I made and heat treated myself.
I followed Caleb James's rabbet plane plans, I think if I was to build another I would use a lower blade angle and probably make the wedge tip wider, since such a delicate point is very flexible and does not provide much downward pressure on the blade -- I had to cheat and there is a double-sided piece of 1000 or 2000 grit sandpaper underneath the blade that helps keep it in place. A thicker blade might help too to keep it from wanting to bend under wedge pressure, which I think was counteracting my attempts to keep a contact point on the bed right near the cutting edge. I am not sure the mouth design resists choking super well and I may modify it. But once it is set up right and if you keep the mouth clear it cuts very nice rabbets.
My other thought is it would be nice if the iron was closer in size to the size of the plane body so that I didn't have to readjust it to cut on the left vs the right side -- it protrudes much too much on the "off" side to use without digging into the rabbet wall -- but that is a delicate situation to maintain, and the blade geometry is very good right now otherwise so I am going to leave it alone.
Attachments




Last edited:
Similar threads
- Replies
- 30
- Views
- 1K
Premier Sponsors
Contact for your financial processing needs!
Our Sponsors
LATEST FOR SALE LISTINGS
-
 For Sale Electrical supplies (Are you building a new shop?)
For Sale Electrical supplies (Are you building a new shop?)- Started by DSWalker
- Replies: 0
-

-

-
-
 For Sale Powermatic PM 701 Mortiser, 4 Powermatic Chisels (3 unused in wrapper) $550
For Sale Powermatic PM 701 Mortiser, 4 Powermatic Chisels (3 unused in wrapper) $550- Started by frankc4113
- Replies: 0